
旋盤チップ、切削工具の摩耗、欠けの原因と対策
旋盤チップ、切削工具の摩耗、欠けについて
※ページ最下記に簡易的にまとめた対策方法があります。
①摩耗が早い
摩耗は状態により対策方法が変わります。代表的な状態をこちらでご紹介いたします。
クレーター摩耗はスクイ面側に発生する事が多い摩耗状態です。主に切削速度、送り量の大きさが要因となります。クレーター摩耗状態で加工を続けると刃先がチッピング、溶着し、最終的に欠損します。様々な要因で途中から削れなくなり、削れない状態で同じ切削条件の加工を行うと発生します。
工具での対策も可能です。耐摩耗性材種、硬度の高い材種を選定、
コーティングをTiN,TiCN系のものを使用する事で、対策出来ます。
フランク摩耗(逃げ面摩耗)
フランク摩耗とは上述のスクイ面に対して横側の面(逃げ面)に発生する摩耗の事を指します。
逃げ面側の摩耗の多くは逃げ角が弱い為に発生します、機械角度、工具での加工角度変更を要します。限界まで切削工具を使用している場合、摩耗により刃先が短くなり、接触しなかった逃げ面部まで切削してしまう為、角度変更は、逃げ面角摩耗において必須対策です。
また稀に摩耗や欠損を心配しすぎるあまり送り量を小さくして加工していた場合に逃げ面摩耗が発生した場合がございます。いずれも逃げ面摩耗はスクイ面摩耗より簡単な対策で効果が発揮できるので、お試しください。
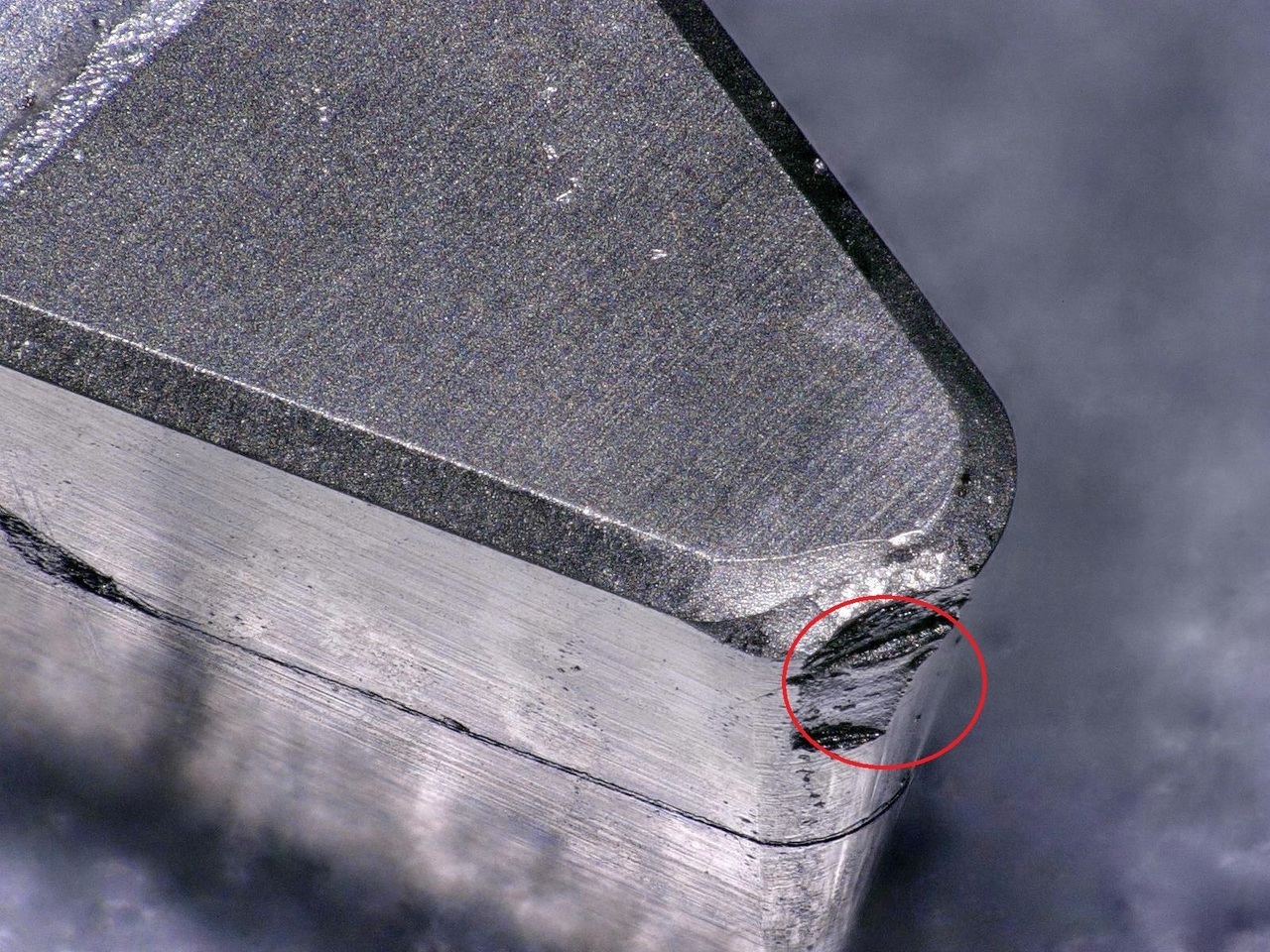
スクイ面部(製品上面)と逃げ面部(製品横)の境界線にあたる角ばったヶ所の摩耗の事を指します。主にスクイ加工が施されていない安価な工具での発生が多いです。まずは切りくずの形状をご確認ください。綺麗な線ではなく、ギザギザとした切りくずが発生している場合、ヤスリの様に切りくずが製品を擦っている可能性が御座います。切削している際の切粉の排出状況をご確認ください。工具で切粉の排出方法を変更、またはスクイを設けて切れ味の上昇を図る事で解決につながります。元からスクイが存在する場合、スクイ角を強く設定する事で解決につながります。
・塑性変形(そせいへんけい)
塑性変形とは主に工具に押し付けられる力が働き、変形した形がそのまま保持される状態の事を指します。主に切削条件の不一致により発生する状態です。切削条件全てを低く設定してください。また、乾式であれば湿式に変更し、工具の温度上昇と、切削抵抗を下げてください。耐摩耗性工具、耐熱性工具に変える事で対策は出来ますが、効果は低いです。
根本製作所の耐摩耗性向上の一部をご紹介
ダイヤモンドコーティング

CBN
鉄、アルミ等の連続加工の仕上切削で効果を発揮。再研磨によりコストダウンも可能
②旋盤チップの刃先に欠けやチッピングが発生した。
使用済みの切削工具の状態は欠け、チッピングのどちらか、または両方だった場合、さらに対策は変わってきます。
チッピング
細かくギザギザに刃先が欠損する事をチッピングと言います。チッピングの原因は送り量が大きい、または小さすぎる場合に発生します。まずは少しずつ送量を調整して加工を行ってください。また切削工具が硬く、より刃先が鋭利であると発生します。刃先ホーニングを大きく、スクイ角を小さくすることで刃先の鋭利さを抑制できます。さらに材種を靱性の高いものに変更する事で鋭利さの抑制が可能です。
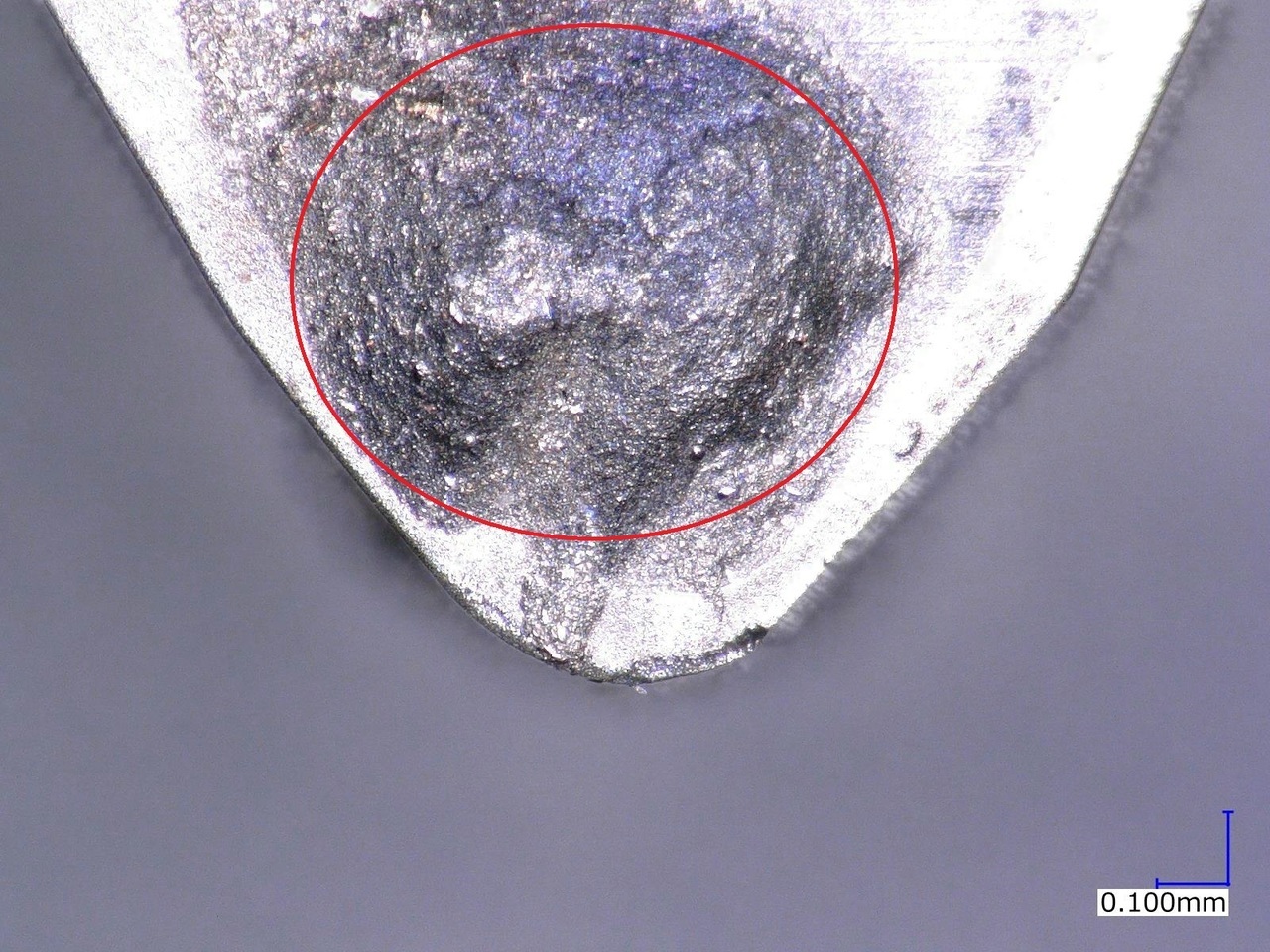
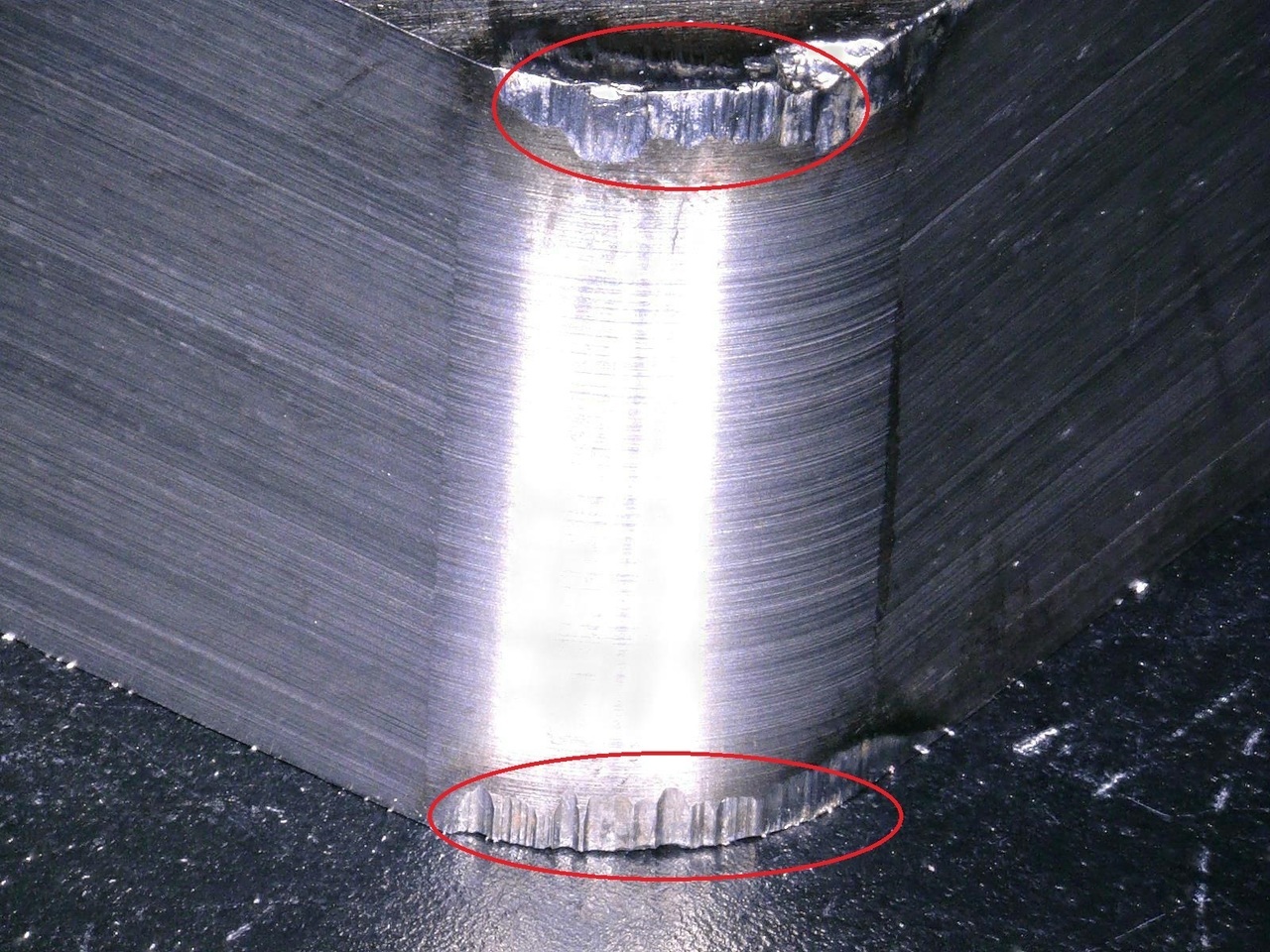
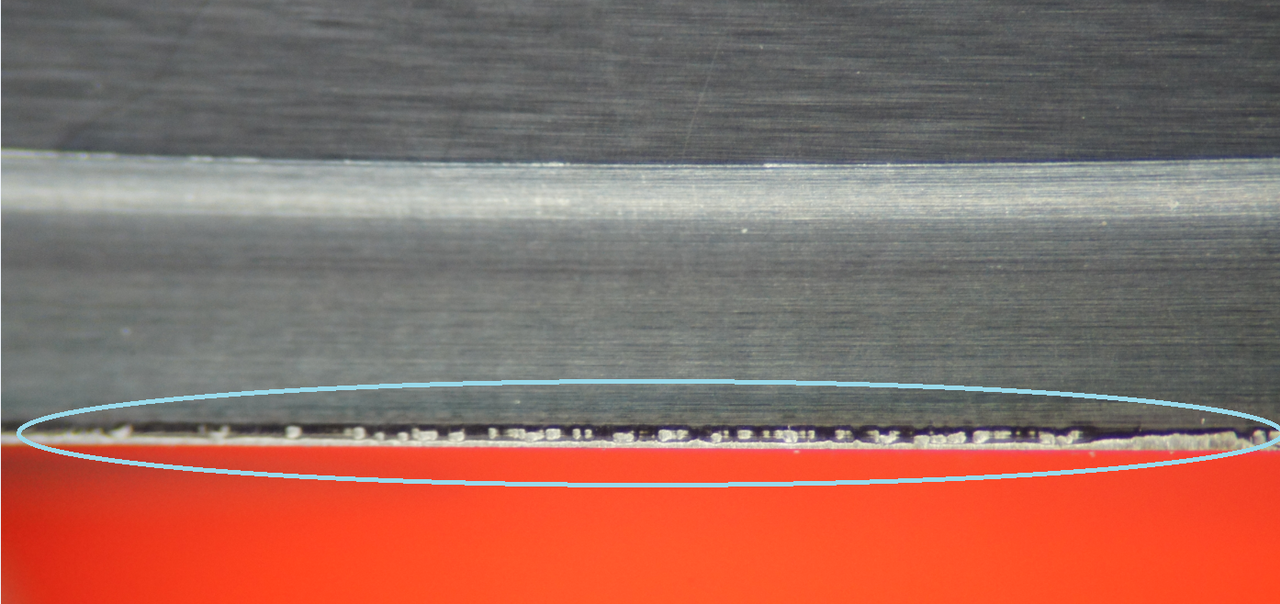
欠け(欠損)

上記画像の様に旋盤チップの一部が大きく剥がれるような状態を欠け(欠損)と呼びます。欠損以外の部分で摩耗、チッピング、溶着が見られると、それが原因で欠けに繋がっている可能性が有りますのでもう一度よく使用後の工具を確認しましょう。チッピング、摩耗は本ページ上部で、溶着は下記リンクをご確認ください。
上記内容で対策出来なかった、または欠損のみが発生している場合、送り量を下げてください。切削工具での対策方法はホーニングを大きくし、接触面積を増やし力の分散を行う。材種を靱性の高いものに変更し切削抵抗を下げる等があげられます。大多数の欠損はこれまでの手法で解決可能ですが、もし解決しない場合はホルダーや機械の剛性によるものです。それらの見直しをして下さい。
旋盤チップの欠け、チッピングの原因は様々です。ご質問、ご相談ございましたらお気軽に根本製作所までご連絡ください。
根本製作所の欠け、チッピング対処方法の一部をご紹介
旋盤チップ等の切削工具の摩耗対策
切削工具を使用する中で、最もお客様からの問い合わせが多いものの一つは摩耗に関する事です。摩耗対策については様々な方法で対策が可能であり、当社でのそれぞれの対策について紹介いたします。
・母材の変更
基本的に母材の多くはその用途に合わせて成分比率が変わります。一般超硬の場合結合剤の比率が多き程靱性が上がり、少ないほど硬度が増加します。硬度が高いほど一般的には耐摩耗性に優れると考えられている為、現在使用している工具の成分について詳しく調べる必要が有ります。また切削が断続加工なのか、連続加工なのかによっても大きく変わってきます。安易に硬度が高いものを選ぶと欠損します。連続加工時は硬度の高いP種やCBN等をお勧めいたします。さらに硬度の高い一般超硬以外の材種をお探しの方は下記リンクよりお探しください。
・コーティングの変更
コーティングの種類の多くは耐摩耗性向上のために製作されております。使用用途、ワーク材に合せてコーティング材種を変更するのが一般的です。樹脂プラスチックなどで多く用いられるのがダイヤモンドコーティングなどがあげられます。現在お使いの切削工具のコーティングについて調べてみてください。
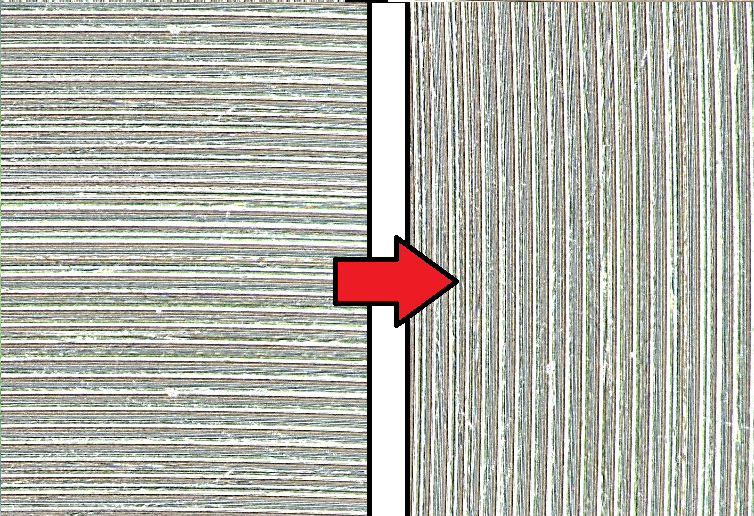
・工具形状の変更
切削工具の形状変更による耐摩耗性向上を図る方法もございます。代表的な対策としては砥石目の変更、鏡面処理、逃げ角やすくい角の変更などがありますが摩耗と一言で言っても摩耗の種類には様々なものがあり、摩耗の種類によっては真逆の提案をする場合もあり、安易に対策を打つと成果が得られません。当社の技術にご相談いただければ適切な形状のご提案が出来ます。