
鏡面処理、仕上処理について
鏡面処理
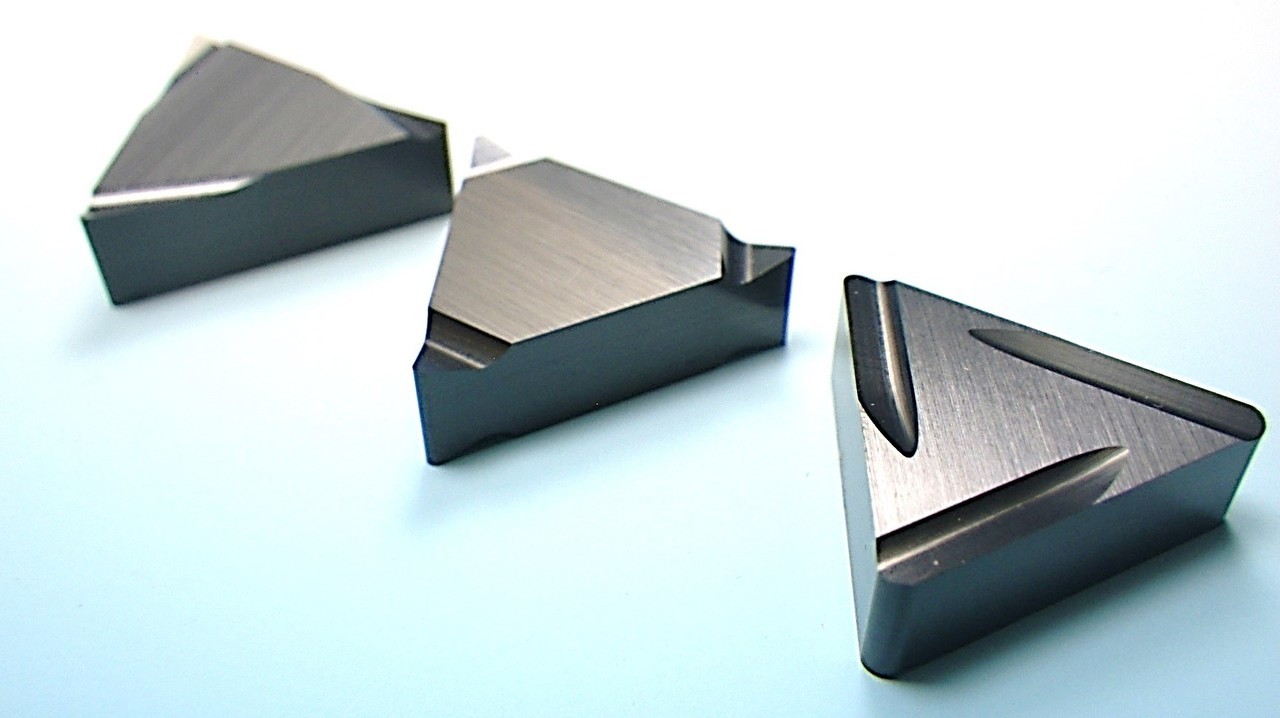
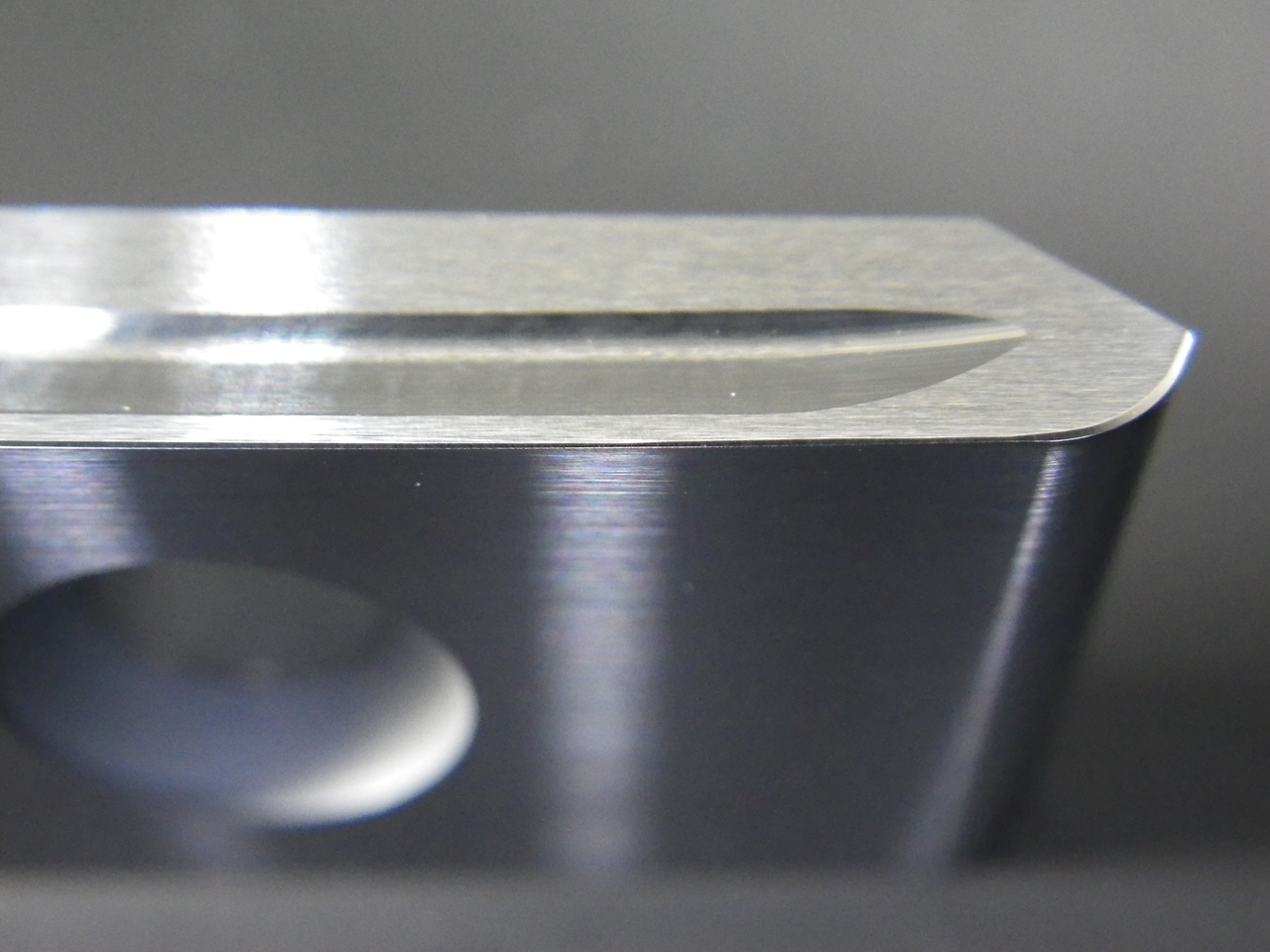
切削後の研磨面を滑らかにし、鏡のような光沢をもたせる処理を鏡面処理といいます。当社での鏡面処理の多くはブラシ研磨法・ブラスト研磨法の最終処理となる。
・ブラシ研磨法
細かな製品のバリや、刃先をより滑らかにするために用いられる処理。 全長はおよそ逃げ角によるが11°でおよそ-4μm減少し、当社はブラシ研磨法を用いる製品はブラシマイナス分を考慮して製作しています。職人により個人差が生まれやすく、作業効率があまり良くない点、また研削する為、粉塵が発生するデメリットも有ります。
・ブラスト研磨法
粘弾性体を核体として、切削工具(主に一般超硬)の表面に微細な硬質粒子を投射させることで鏡面処理が可能な手法をブラスト処理と呼ぶ。特に目立ったデメリットは無く、バフ研磨法同様、非常に有能な仕上処理になります。
その他処理方法
・バフ研磨法
上記二つと同様検索による仕上処理。廃液、粉塵などへの対応性はブラスト処理と同様に非常に高く、評価の高い仕上処理となります。手作業が必要で作業性が非常に悪い為、他手法に比べると値上がりしてしまう欠点が有ります。
・バレル研磨法
自動研磨が可能で、作業効率は非常に良いです。ただ機械に固定して検索する為、幅広いジャンルの検索には向いておりません。また、検索液を使用する為、廃液処理が必要となります。
・電解研磨法
自動研削が可能で、幅広い形状にHも対応出来る為、様々なジャンルで使用している処理方法となります。非常に多くの研削液が必要な為、廃液処理能力は非常に低いです。
・ショットブラスト・ウェットブラスト
ショットブラスト(乾式)ウェットブラスト(湿式)となります。ショット=粉塵、ウェット=廃液の処理がそれぞれ必要となります。作業性が非常に良いのに対し、品質が下がってしまう傾向にあります。