
旋盤バイトの種類

旋盤バイトの選び方
旋盤バイトを選ぶ際、ワークのどこを削るのか、ワークの材種(被削材)は何かをご確認ください。ワーク材種による切削工具材種、コートの種類は以下のリンクよりご確認ください。
ここでは旋盤を用いた切削における旋盤バイト、中でもスローアウェイバイトの選定について説明いたします。
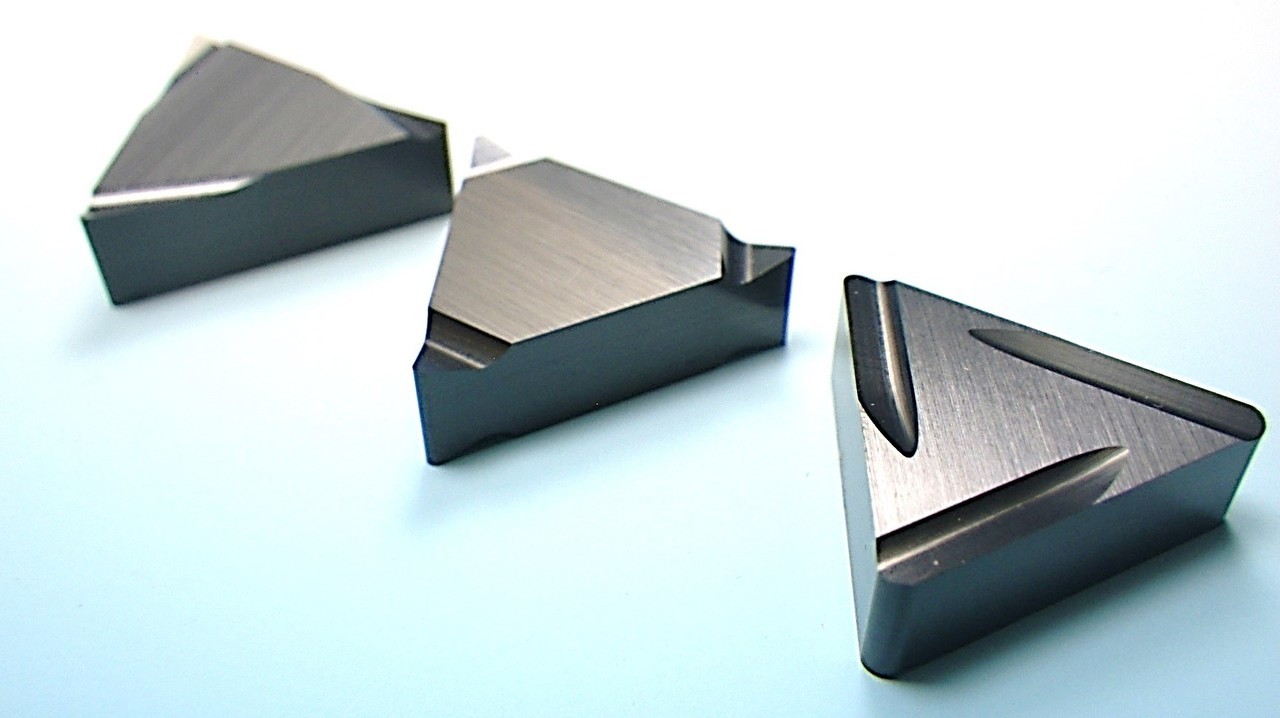
旋盤を用いた加工に使われる切削工具の多くは現在スローアウェイバイトと呼ばれるものです。スローアウェイバイトとは、先端を交換式のスローアウェイチップというものを取り換える事で比較的安価に済ませる事が出来るものです。
根本の旋盤バイトの主な使用用途
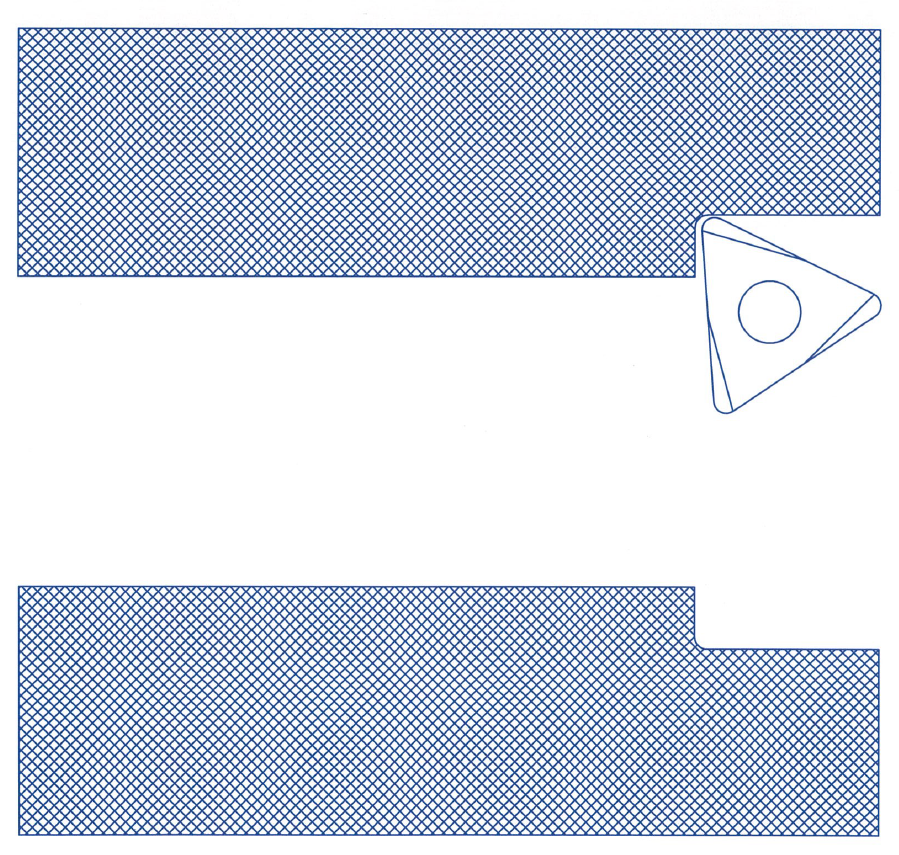
外丸削り
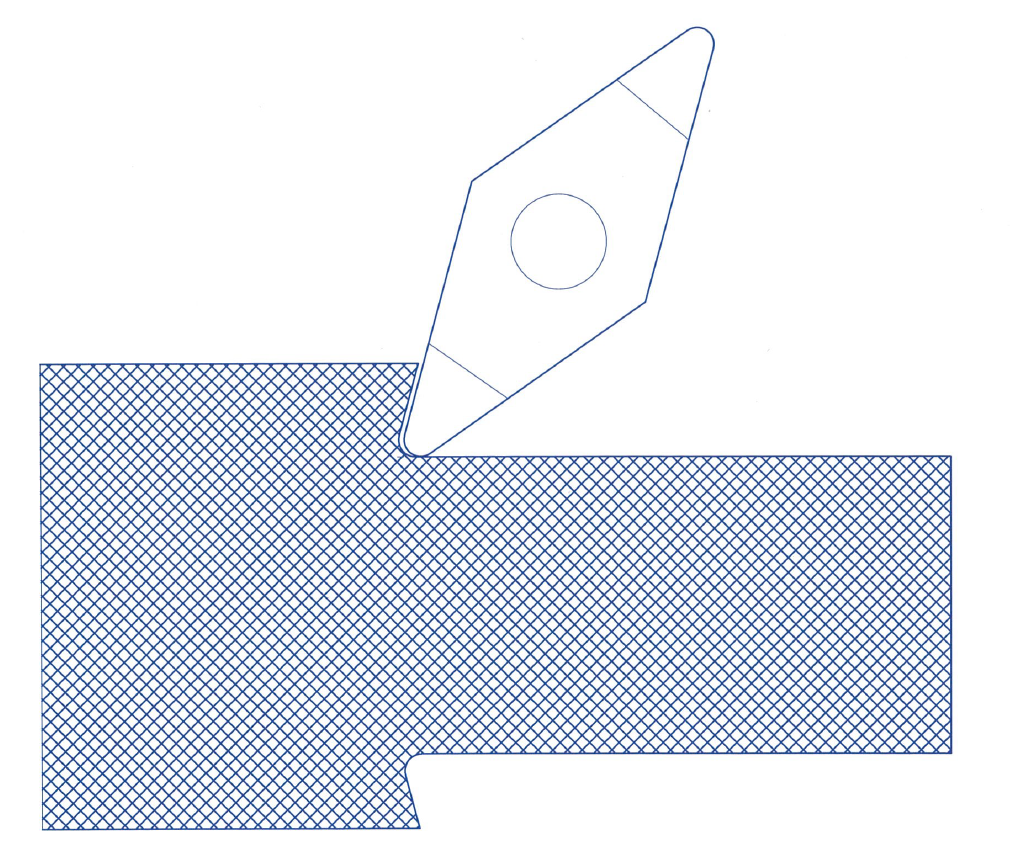
外丸削り絵
ワークの外面を同じ角度で削っていく加工を外丸削りと言います。面品質を上げる際や、径を小さくする加工をする際に用いられる加工方法です。一般的な切削方法で有る為、求められる制度、コストの要求は非常に高い工具となります。
主に加工精度、加工速度が重要視される工程で、使用する切削工具は切削に問題が発生しない範囲でスクイが最も大きいものを選ぶことで、費用対効果が得られます。荒仕上を行う場合は、粗取りでの摩耗を最小限にする為、刃先R形状を大きいものを選ぶとよいでしょう。
また、切込み角度を小さくすることで、切粉の排出を薄くすることが可能で、送り速度を上げる事が可能になります。先端逃げ角はなるべく小さいものを選びましょう。
テーパ削り
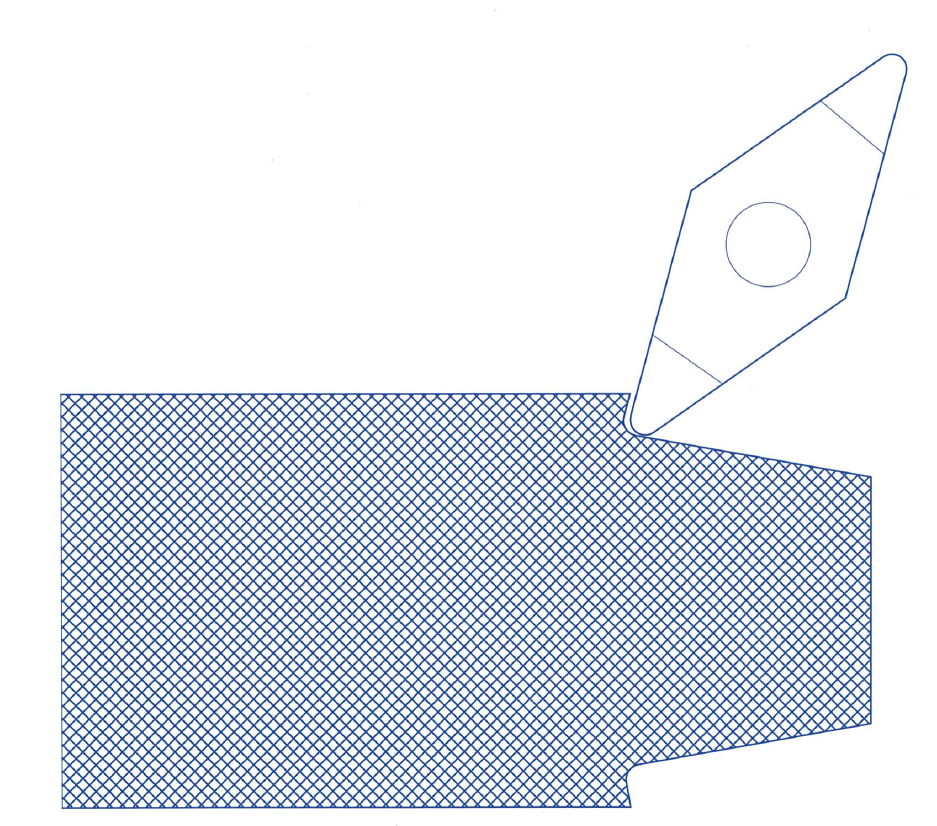
テーパ削り絵
テーパ削りはワークの外面加工を行う際に角度をつけて加工を行う方式の事を指します。 テーパ角に応じたチップの角度選定が必要です。下記リンクにインサート標準規格がございますので、そちらを参照下さい。 切削条件により工具性能が大きく変わる切削であるため、一度テストを行いたい際は、5~10個くらい発注する事が望まれます。摩耗等による工具寿命、面粗さの観点から5°~7°の逃げ角をつける事を推奨しております。
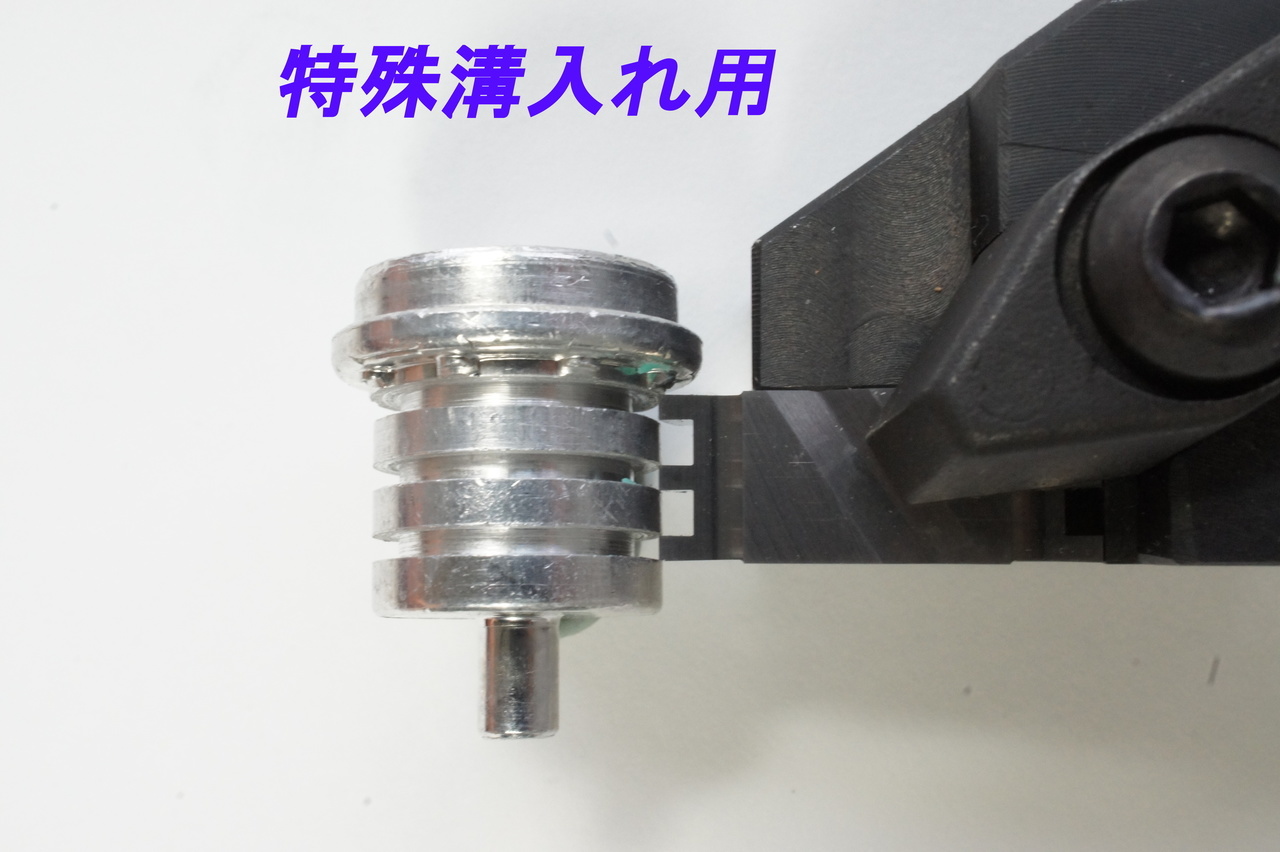
ねじ切り
ねじ切り加工絵
ねじ切り加工は外面、内面にネジ螺旋溝を切削する加工の事を言います。ねじ切り加工を行う際は、指定のネジ形状が無いかご確認ください。特殊形状のネジきり工具が必要だと判断した場合、値段は大きく上がります。
刃先部分の幅を設定し、切削する事でねじ切り形状を製作可能です。切削工具選定を行う場合はこの刃幅が対応しているかをご確認ください。
また、外面ネジきりに比べ、内面ネジキりは穴の径以下のサイズのチップ、ホルダー選定の必要が御座います。より小サイズ、精密な切削だと判断した際は総型バイトでのご提案になる可能性もございますので、ご連絡頂いた際に提案させて頂きます。
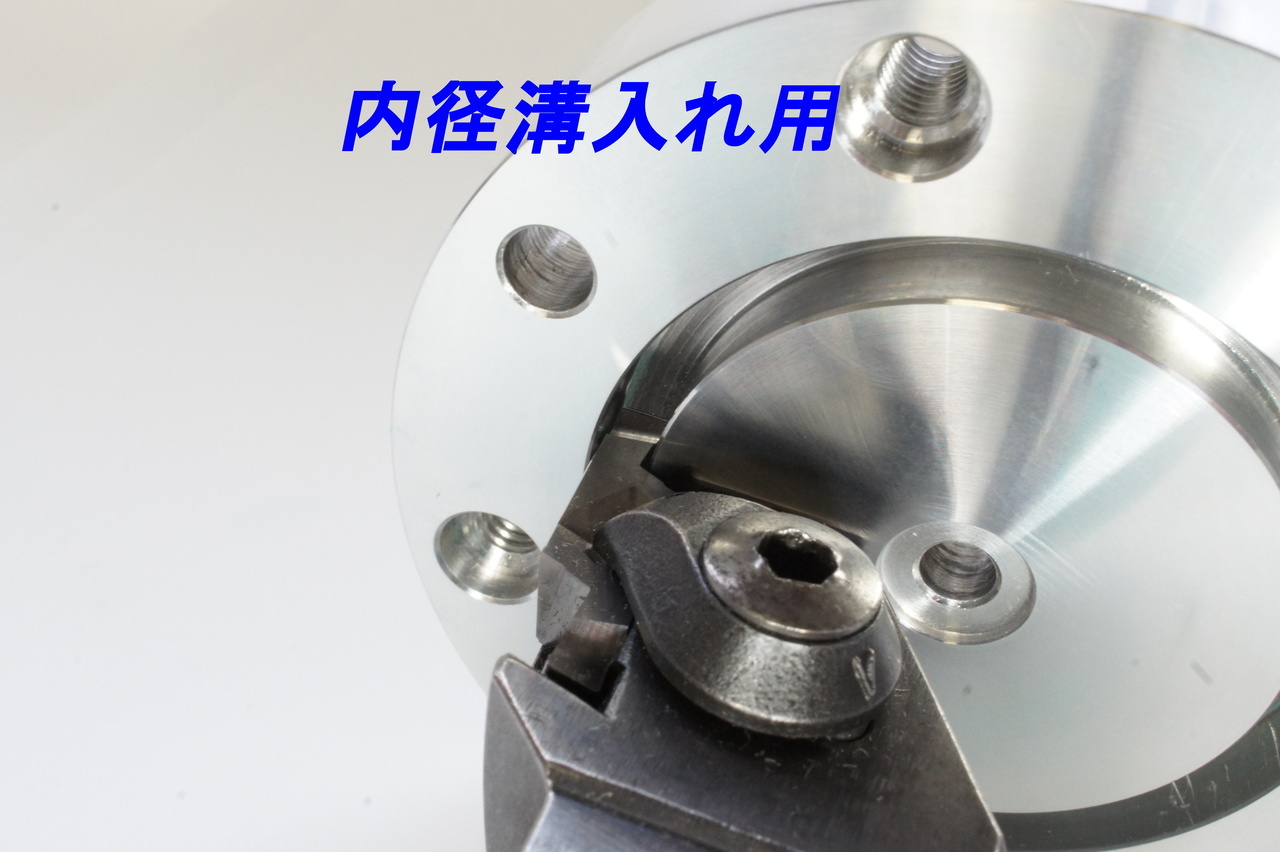
中ぐり
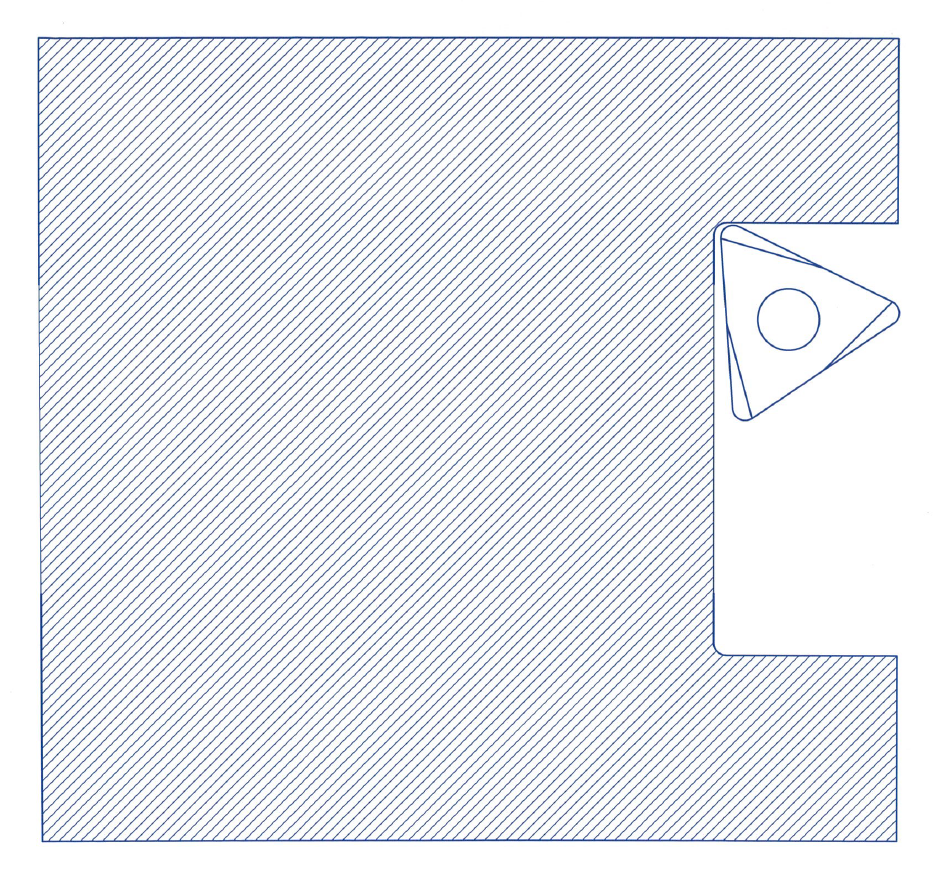
中ぐり加工絵
外丸削りとは逆に、内面の切削を行う際に用いられます。外丸削りよりさらに、切粉の排出が上手くいかない場合面精度、工具寿命が悪化につながります。スクイ形状を変更する事で、これら切粉の対策に繋がります。
また、内面加工ですのでこちらも外面に比べ径の小さい工具を使用する必要性が考えられます。
突っ切り
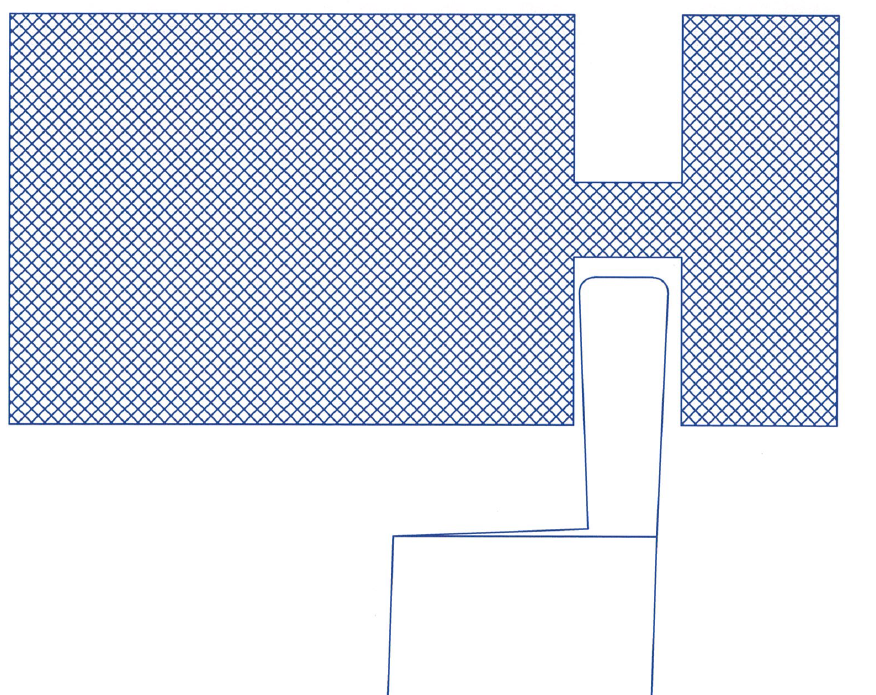
突っ切り加工絵
突っ切り加工は例えるなら陶芸などで最後に茶碗を粘土から切り離すイメージです。 旋盤加工後に製品となる必要な部分だけを切断する為に用いられます。切削負荷の大きくかかる工程で、機械への負担も大きい為、しっかり固定された工具を使用しないとぶれてしまう可能性が有ります。 また、切断するワークの径以上の長さが工具には必要に成る為、刃幅の細い部分が長くなり、切削工具が折れる危険性などもあります。加工による切削工具の様々な仕様変更が可能な工程でもございますので、突っ切りでお悩みの方は弊社の様な加工業者にご連絡して頂ければ、解決につながります。
しかし、刃の鋭さの点でいうと、スローアウェイチップの様な刃先交換式切削工具は硬さと引き換えにもろい為、刃を鋭くすると加工難易度が上がってしまう為あまり向いていません。比較的安価での製作が可能ではありますので、一度チップでの突っ切りをお試しして頂いてから突っ切りバイトの様な、メジャーな突っ切り工具を使用して頂いても良いかもしれません。
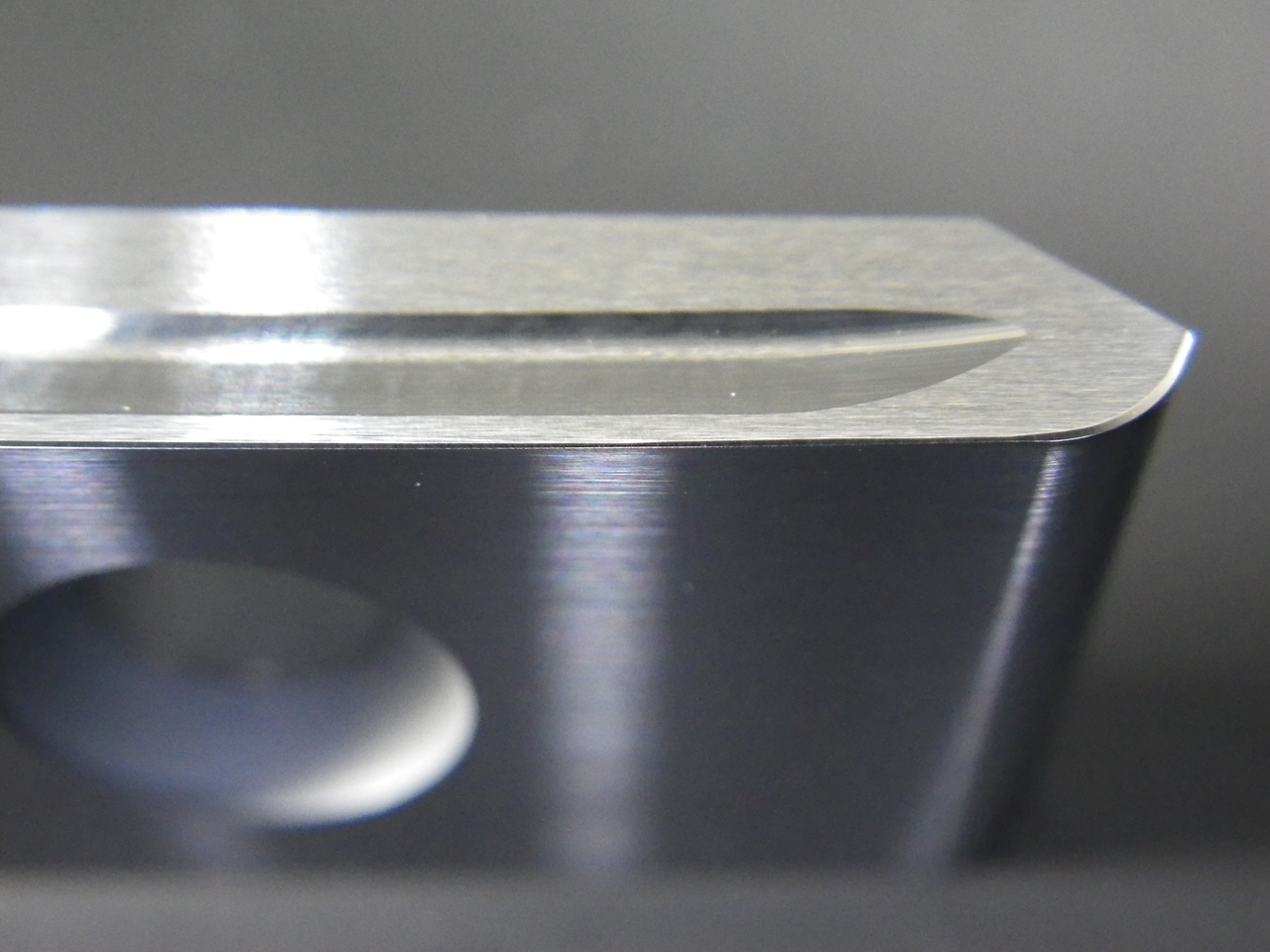
面削り
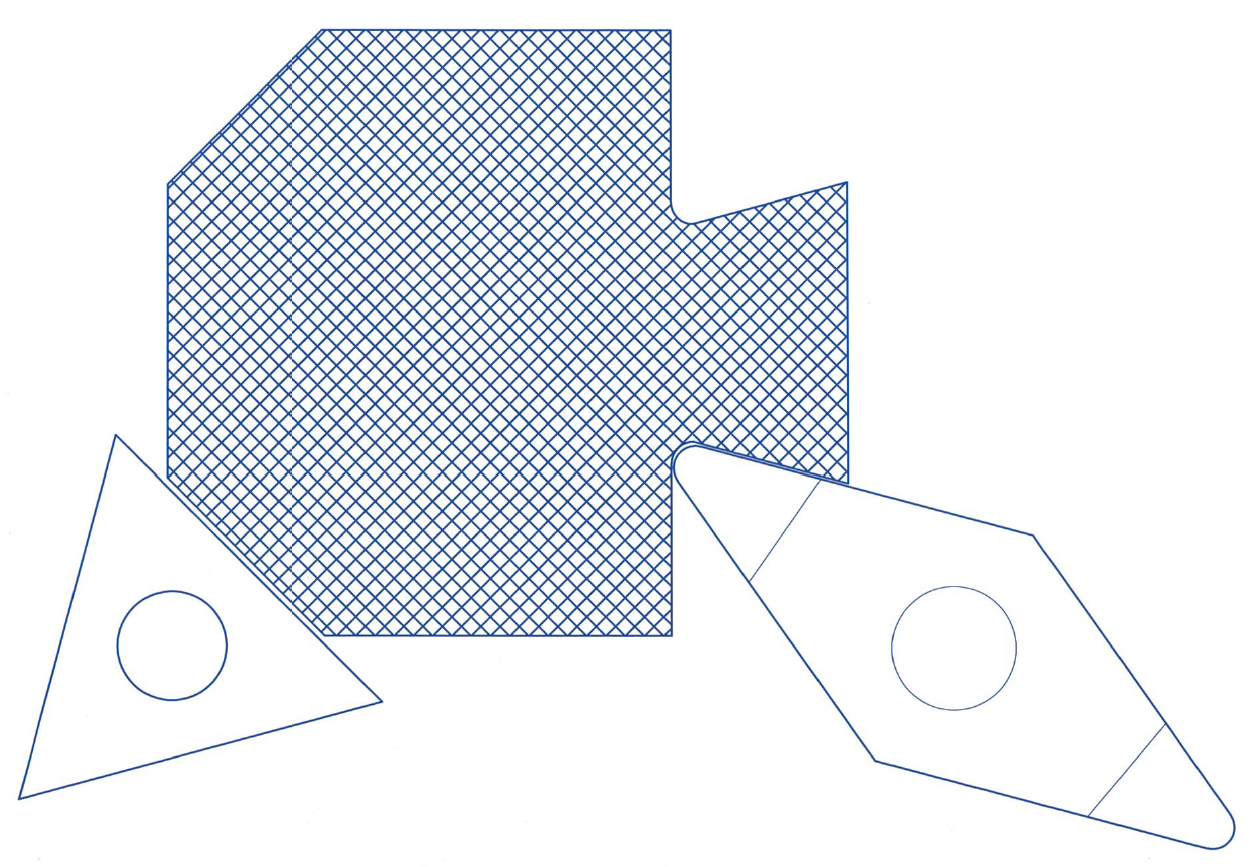
面削り加工絵
面削りはワークの外面に段を付ける加工(凸形状)や45°傾けて角を45°で切削する事を総称して言います。小径の45°カットなどは面取りカッターチップなどが有名です。45°カットの加工に対しては加工圧はあまりなく、そこまで工具の重要性は無い為安価な所より購入されることがおすすめです。
凸形状にする際は、基本的には外丸やテーパ―加工を行う工具の使用で問題ありません。特殊品が必要になる場合は主にスミRの形状が指定されている場合、凸形状にテーパ角が付いている場合などは、必要になるケースがございます。
座繰り
座繰り加工絵
座繰りとは主に凸形状のものをはめる凹形状の切削を行う際に使用します。エンドミルや、リーマを使用するケースも多くありますが、チップを使用する際の多くはエンドミルやリーマにない標準規格外の形状になります。エンドミルやリーマでの製作は高価になるため、比較的安価でテストが可能なチップが使用されます。
その他切削イメージ